Specific plan
1. Deploy ultra-wide load adjustment and precise temperature control technology
In response to the characteristics of changes in pharmaceutical production load, a centrifugal chiller unit combining variable frequency drive and stepless adjustment of guide vanes is adopted. It achieves smooth and precise output of 10%-100% cooling capacity, stabilizing the control accuracy of supply and return water temperature within ±0.2℃, perfectly matching temperature-sensitive biological reactions and crystallization processes.
2. Integrated intelligent control system
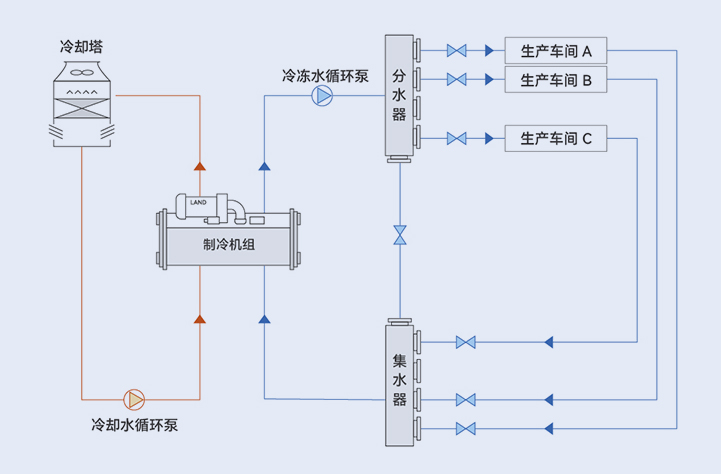
Deeply integrate the centrifugal chiller units with the plant-wide Distributed Control System (DCS) or Building Automation System (BAS). The system can intelligently adjust the number of operating units, operating frequency, and cooling tower fan speed based on production plans, ambient temperature, and real-time load, achieving coordinated optimal operation of the entire cooling water system (including chillers, pumps, and cooling towers) and tapping into the overall energy-saving potential.
3. Operation and maintenance management
Visualize equipment operating status, establish a closed-loop management mechanism for maintenance records, respond quickly to operation and maintenance needs, minimize the probability of unplanned downtime, and ensure continuous operation of the production line.